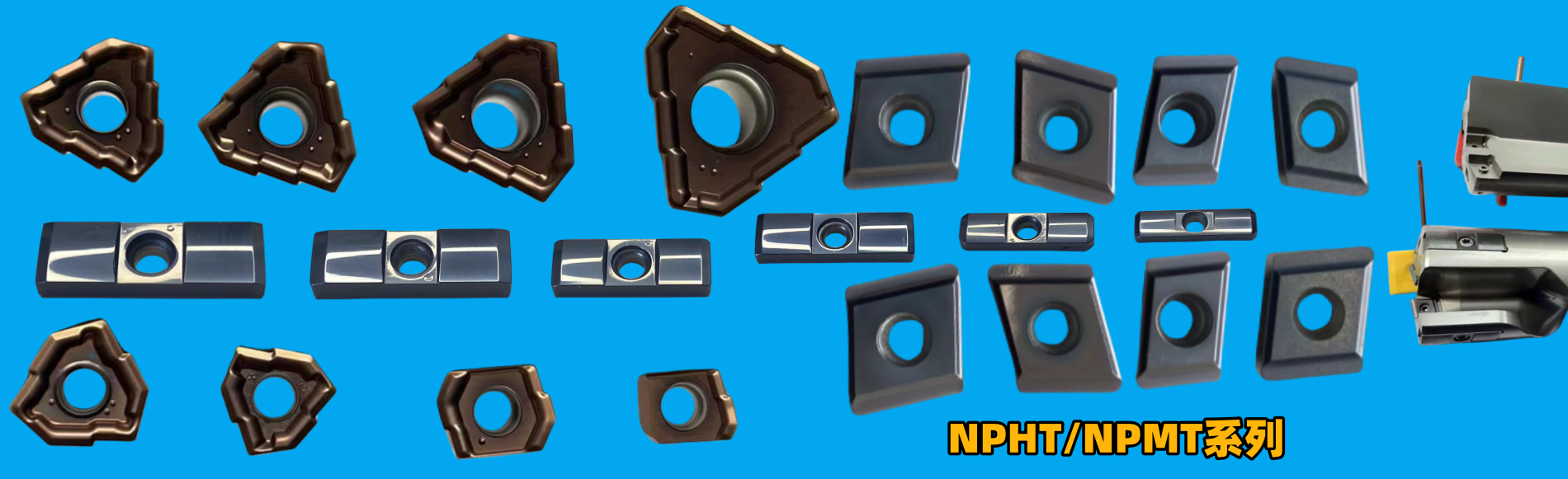
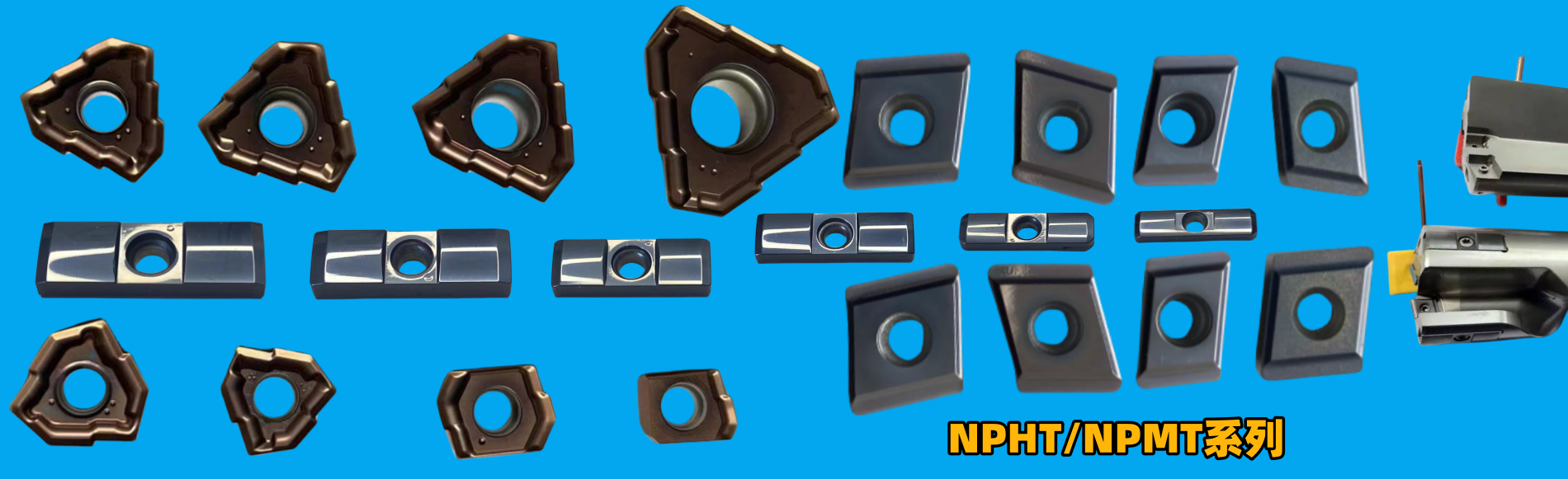
深孔槍鉆刀片的大菱形設計
深孔槍鉆刀片的大菱形設計(如型號 R424.9-180608-23)通常是為了滿足深孔加工的高強度、高精度需求。以下是對該型號刀片的詳細解析:
1. 型號解析
R424.9:通常表示刀片的系列或規格,可能與刀片的尺寸、形狀或用途相關。
180608:表示刀片的尺寸或幾何參數,例如邊長、厚度或安裝尺寸。
23:表示刀片的槽型。
2. 刀片特點
大菱形設計:
提供更大的切削刃長度,適合深孔加工中的連續切削。
增強刀片的抗沖擊性和穩定性,減少振動。
高精度:
適用于高精度深孔加工,確保孔壁的光潔度和尺寸精度。
耐磨性:
通常采用硬質合金或涂層材料(如TiAlN、TiN等),延長刀具壽命。
散熱性能:
大菱形設計有助于散熱,減少切削熱對刀具和工件的影響。
3. 適用場景
深孔加工:
適用于長徑比較大的深孔鉆削(如槍鉆加工)。
高強度材料:
適合加工不銹鋼、鈦合金、高溫合金等難加工材料。
高精度要求:
用于需要高表面質量和尺寸精度的加工場合。
4. 幾何參數
前角:較小的前角設計,增強刀片強度。
后角:優化的后角設計,減少摩擦,提高切削效率。
刃口處理:刃口鈍化或倒角處理,提高抗崩刃能力。
5. 安裝與使用
安裝方式:
通常安裝在專用的槍鉆刀桿上,確保刀片固定牢固。
切削參數:
-根據加工材料和刀具特性,選擇合適的切削速度、進給量和切削深度。
冷卻液:
深孔加工中必須使用高壓冷卻液,以降低切削溫度并排屑。
6. 維護與保養
定期檢查:
檢查刀片的磨損情況,及時更換磨損嚴重的刀片。
清潔保養:
加工后清理刀片和刀桿,避免切屑堆積影響性能。
存儲:
刀片應存放在干燥、無振動環境中,避免磕碰。
7. 常見品牌與替代型號
山特維克(Sandvik):類似型號如 R424.9 系列。
肯納金屬(Kennametal):提供類似的大菱形刀片。
伊斯卡(ISCAR):可替代的刀片型號需根據具體參數匹配。
8. 注意事項
加工參數優化:根據具體加工材料和條件,調整切削參數。
冷卻液壓力:確保冷卻液壓力足夠,以有效排屑和降溫。
刀具安裝精度:確保刀片安裝正確,避免偏擺或松動。
通過合理選擇和使用 R424.9-180608-23 型號的大菱形刀片,可以顯著提高深孔加工的效率和精度,同時降低加工成本。