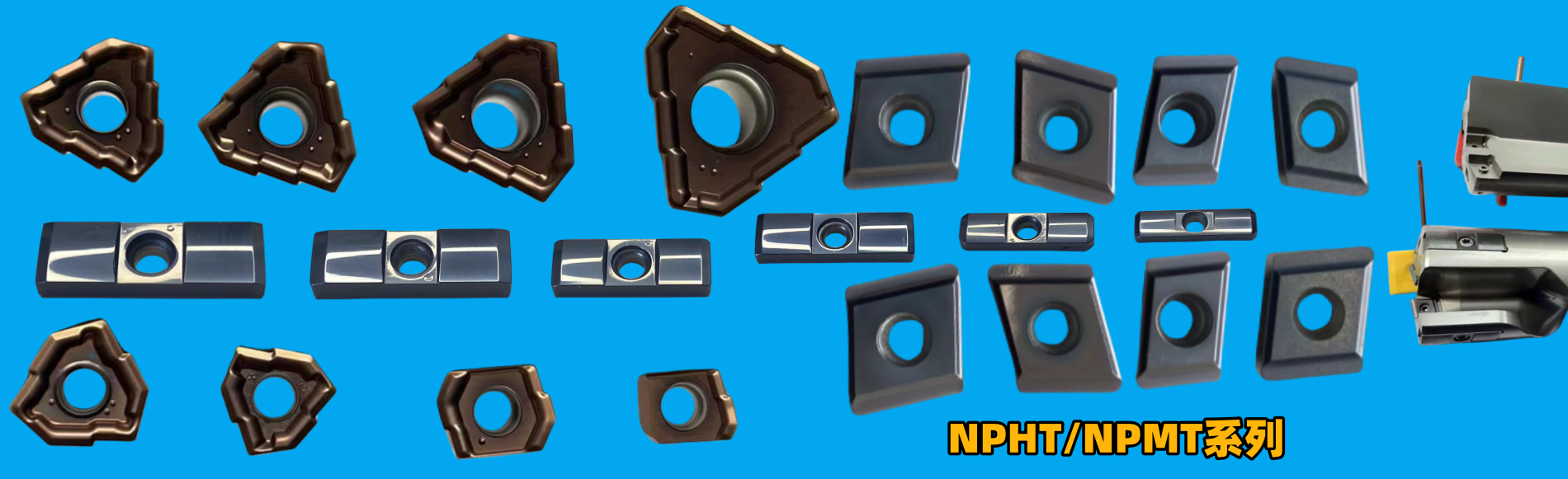
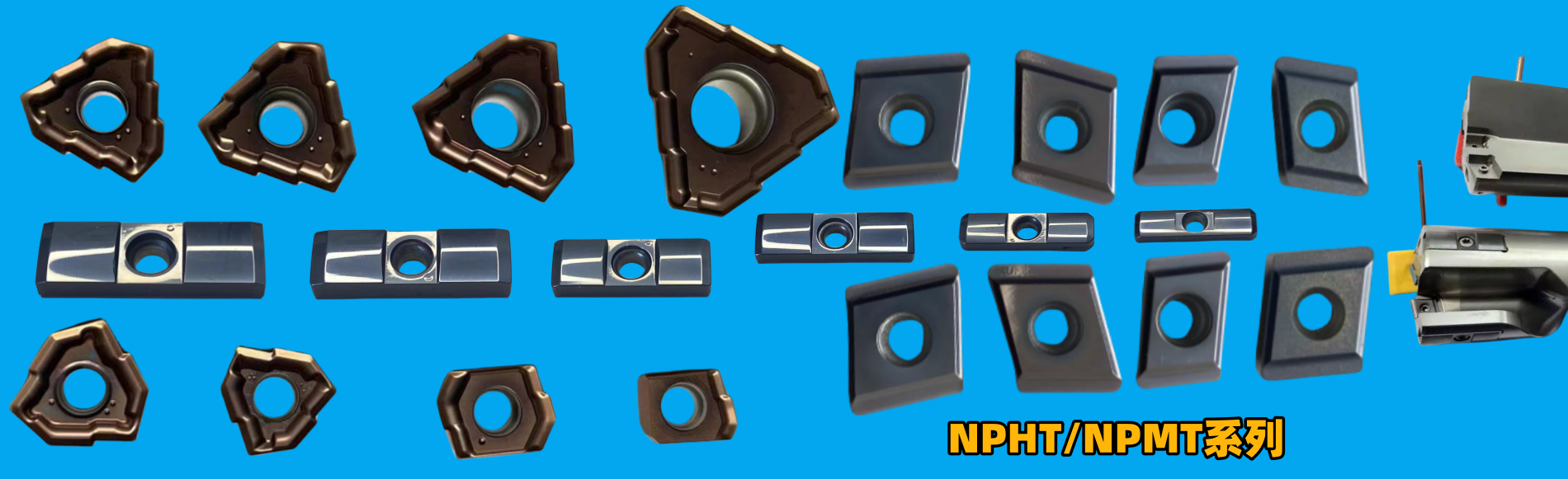
深孔鉆刀片
深孔槍鉆刀片是深孔加工中的關鍵切削部件,主要用于在金屬或高硬度材料上鉆削長徑比大(孔深遠超孔徑)的精密深孔。其核心用途和典型應用場景如下:
一、核心功能
1. 高效切削
刀片采用硬質合金或涂層材質,能在高轉速下穩定切削金屬(如鋼、鋁合金、鈦合金),尤其適合加工深孔時持續穿透材料。
2. 精準導向
刀片與鉆桿一體化設計,確保鉆孔時直線度高,避免孔偏斜(例如加工槍管時需保持筆直)。
3. 排屑控制
刀片結構配合內部冷卻液通道,強制將切屑從孔內排出,防止堵塞導致刀具損壞或孔壁劃傷。
4. 散熱與潤滑
通過冷卻液降低切削溫度,減少刀具磨損,同時提升孔壁表面光潔度(Ra值可達1.6μm以下)。
二、典型應用領域
1. 機械制造
液壓缸/氣缸:加工高精度內孔,確保活塞密封性。
槍管/炮管:鉆削深直孔,保證武器射程與精度。
2. 汽車工業
發動機部件:曲軸油孔、噴油嘴深孔加工。
傳動系統:變速箱軸類零件的潤滑通道。
3. 模具制造
注塑模具:加工內部冷卻水道,提升散熱效率。
4. 能源與石化
油井鉆桿:鉆探設備中的深孔加工。
高壓閥門:精密流道鉆孔。
5. 航空航天
起落架液壓管:高強度鈦合金深孔加工。
渦輪葉片冷卻孔:復雜深孔結構加工。
6. 醫療器械
骨科植入物:鈦合金螺釘的微細孔加工。
內窺鏡部件:微型精密孔道。
三、技術優勢
長徑比能力:可加工孔深達孔徑的100倍以上(如直徑10mm、深度1米)。
一次成型:無需中途退刀排屑,提升加工效率。
-高兼容性:適配數控深孔鉆床或專用槍鉆設備,支持自動化生產。
四、選型要點
材料匹配:根據工件材質選擇刀片涂層(如TiAlN涂層適合鋼件,金剛石涂層用于非鐵金屬)。
冷卻液壓力:高壓冷卻(5-20MPa)確保有效排屑,需配套過濾系統。
刀片幾何參數:前角、刃口倒角等設計影響切削力與表面質量。
通過合理選用深孔槍鉆刀片,可在深孔加工中實現高效率、高精度和低損耗,尤其適用于大批量或高要求部件的生產。